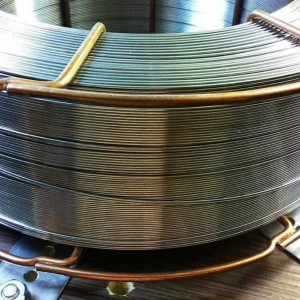
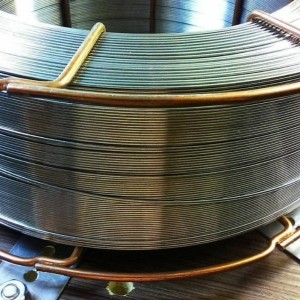
Сварочная проволока порошковая 1,2 мм Tubrod 14.27 Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Tubrod 14.27
- ТипПорошковая
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1,2
- СерияEsab Tubrod 14.27
- ТипПорошковая
Описание Сварочная проволока порошковая 1,2 мм Tubrod 14.27 Esab ГОСТ 2246-70
Сварочная проволока порошковая 1,2 мм Tubrod 14.27 Esab ГОСТ 2246-70 в наличии на складе в Новокузнецке от компании «Инметпром». Закажите сварочная проволока порошковая 1,2 мм Tubrod 14.27 Esab ГОСТ 2246-70 по номеру телефона +7 (384) 358-33-79, отправив запрос на электронную почту novokuzneck@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Цвет:RAL 9005
- Форма:Круглый
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу

- Марка:Castolin 192FBK
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin Alutin 51
- Материал:Алюминий
- Цена: По запросу
- Марка:Castolin RB
- Материал:Алюминий
- Цена: По запросу
- Марка:А
- Материал:Оловянно-свинцовый сплав
- Цена: По запросу
- Цена: 368 ₽/кг

- Покрытие:Без покрытия
- Размер, мм:16х10
- Цена: 230 ₽/кг

- Длина, м:12
- Ширина, м:1
- Тип:Штукатурная
- Цена: 458 ₽/м2
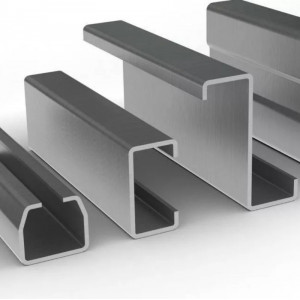
- Толщина, мм:1,5
- Размер, мм:100
- Тип:С-образный
- Цена: 458 ₽/шт

- Размер, мм:20х20
- Форма:Квадратная
- Толщина стенки, мм:1
- Цена: 291 141 ₽/т

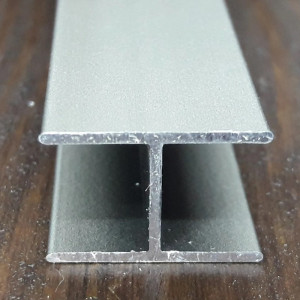
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т
- Цена: 3 900 000 ₽/т

- Цена: 185 ₽/кг
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08АА
- Диаметр, мм:0,3
- Цена: По запросу
- Поверхность:Омедненная
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08ГА
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,6
- Серия:Esab Autrod 12.51
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Диаметр, мм:0,6
- Марка:Св-08Г2С
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Deka
- Диаметр, мм:0,8
- Цена: По запросу
Основной недостаток использования сварочной проволоки СВ-08А для сварки ответственных конструкций из стали 09Г2С заключается в низком содержании раскисляющих элементов (марганца и кремния) в проволоке. Это приводит к формированию сварного шва с более низкими механическими свойствами (прочность, ударная вязкость) и большей склонностью к образованию пор по сравнению со швом, выполненным проволокой СВ-08Г2С. СВ-08А не обеспечивает равнопрочность соединения для стали 09Г2С.
Порошковая проволока с рутиловым типом сердечника (например, классифицируемая как E71T-1 по AWS A5.20) обычно формирует более объемный, но легко отделяемый шлак и обеспечивает лучшую форму сварного валика при сварке вертикальных швов (толщиной 10 мм) по сравнению с проволокой основного типа (например, E70T-5), которая дает более вязкий и трудноотделимый шлак. Количество образующегося шлака зависит от конкретной марки проволоки.
Порошковые проволоки для дуговой сварки углеродистых и низколегированных сталей в Российской Федерации классифицируются по действующему ГОСТ 26271-84 «Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Технические условия». Существуют также технические условия (ТУ) отдельных производителей, расширяющие номенклатуру.
При сварке меди М1 толщиной 2 мм, если требуется максимальная электропроводность и коррозионная стойкость шва, аналогичная основному металлу, предпочтительнее использовать проволоку из чистой меди марки М1р. Проволока из кремнемарганцовистой бронзы БрКМц3-1 (Cu основа, Si ~3%, Mn ~1%) обеспечит более высокую прочность сварного шва, но снизит его электропроводность.
Проволока СВ-08Х17Н8М2 (нержавеющая сталь типа 316, легированная молибденом) обеспечит значительно большую стойкость к щелевой коррозии в морской воде при наличии узкого зазора (например, 0.5 мм), чем проволока СВ-08Х18Н10 (нержавеющая сталь типа 304, без молибдена). Молибден существенно повышает стойкость к локальным видам коррозии в хлоридсодержащих средах.
Сварной шов, выполненный проволокой СВ-08Г2С (углеродистая сталь) и не имеющий защитного покрытия, в атмосфере с содержанием сероводорода 10 мг/м³ и относительной влажностью 80% при температуре 20°C будет подвержен интенсивной сероводородной коррозии. Это приведет к значительному снижению механических свойств, охрупчиванию и возможному растрескиванию (сульфидное растрескивание под напряжением) в течение 12 месяцев эксплуатации. Данная проволока не подходит для таких условий без специальной защиты.
Да, сварной шов, выполненный проволокой СВ-АМг5 (алюминиево-магниевый сплав), при полном погружении в морскую воду с соленостью 35 г/л будет подвержен коррозии. Скорость коррозии может превысить 0.1 мм/год, особенно при наличии гальванических пар с другими металлами или локальных дефектов. Для длительной эксплуатации в таких условиях требуется дополнительная защита (например, анодная или лакокрасочная).