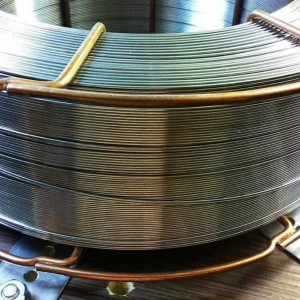
Сварочная проволока омедненная 1 мм Autrod 13.23 Esab ГОСТ 2246-70
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1
- ПоверхностьОмедненная
- СерияEsab Autrod 13.23
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм1
- ПоверхностьОмедненная
- СерияEsab Autrod 13.23
Описание Сварочная проволока омедненная 1 мм Autrod 13.23 Esab ГОСТ 2246-70
Сварочная проволока омедненная 1 мм Autrod 13.23 Esab ГОСТ 2246-70 в наличии на складе в Новокузнецке от компании «Инметпром». Закажите сварочная проволока омедненная 1 мм Autrod 13.23 Esab ГОСТ 2246-70 по номеру телефона +7 (384) 358-33-79, отправив запрос на электронную почту novokuzneck@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: 792 ₽/кг

- ГОСТ/ТУ:ГОСТ 13840-68
- Диаметр, мм:12
- Цена: 101 268 ₽/м

- Цена: 208 ₽/м2
- Ширина, м:1
- Длина, м:12
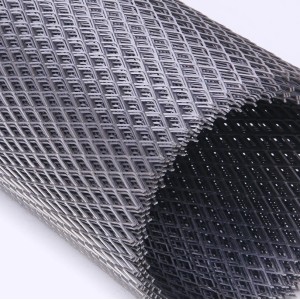
- Тип:Штукатурная
- Цена: 458 ₽/м2
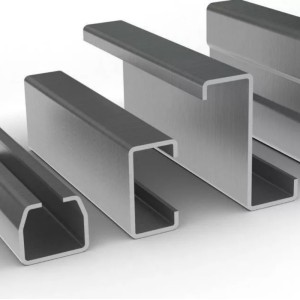
- Толщина, мм:1,5
- Размер, мм:100
- Тип:С-образный
- Цена: 458 ₽/шт

- Цена: По запросу
- Размер, мм:16
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Цена: По запросу

- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08АА
- Диаметр, мм:0,3
- Цена: По запросу
- Поверхность:Омедненная
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08ГА
- Цена: По запросу
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:ER-70S-6
- Цена: По запросу
- Марка:Св-08Г2С
- Форма поставки:Катушка D-100
- Диаметр, мм:0,6
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Цена: По запросу
- Серия:AristoRod 13.09
- Диаметр, мм:0,8
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Для автоматической сварки под слоем флюса АН-348А двутавровых балок из стали С255 высотой 500 мм проволока сплошного сечения СВ-08Г2С является стандартным и проверенным выбором, обеспечивая получение сварных швов с требуемыми механическими свойствами. Порошковая проволока ПП-АН8 также может использоваться, но ее выбор зависит от конкретных требований к производительности процесса и свойствам наплавленного металла.
Основные преимущества использования сварочной проволоки СВ-06Х19Н9Т в виде прямых прутков длиной 1000 мм для ручной аргонодуговой сварки (TIG) по сравнению с использованием той же проволоки, смотанной на катушку и выпрямляемой вручную, заключаются в удобстве подачи прутка в сварочную ванну, отсутствии необходимости в предварительном выпрямлении (что сохраняет чистоту поверхности проволоки), возможности точной дозировки присадочного материала и меньшем риске загрязнения проволоки по сравнению с той, что отматывается с катушки вручную в монтажных условиях.
Да, сварной шов, выполненный проволокой СВ-АМг5 (алюминиево-магниевый сплав), при полном погружении в морскую воду с соленостью 35 г/л будет подвержен коррозии. Скорость коррозии может превысить 0.1 мм/год, особенно при наличии гальванических пар с другими металлами или локальных дефектов. Для длительной эксплуатации в таких условиях требуется дополнительная защита (например, анодная или лакокрасочная).
Омедненная сварочная проволока СВ-08Г2С-О обычно обеспечивает лучший электрический контакт в токосъемном наконечнике и более стабильное горение дуги, что может позволить вести сварку листа стали Ст3сп толщиной 3 мм на несколько меньшей силе тока или с большей скоростью по сравнению с неомедненной проволокой СВ-08Г2С при прочих равных условиях.
Проволока СВ-12ГС (Mn 1.0-1.6% по ГОСТ 2246-70) обычно дает несколько меньше брызг при сварке в среде углекислого газа (CO2 100%) листа стали 20 толщиной 6 мм, чем проволока СВ-08ХГ2С (Cr до 0.9%, Mn до 2.0%), из-за оптимизированного содержания марганца и отсутствия хрома. Для минимизации брызг также часто рекомендуется СВ-08Г2С.
Ориентировочная скорость коррозии сварного шва, выполненного проволокой СВ-08А (углеродистая сталь) и не имеющего защитного покрытия, в суглинистой почве с кислотностью pH 5 и относительной влажностью 70% может составлять от 0.05 до 0.2 мм/год. Скорость зависит от множества факторов, включая аэрацию почвы, ее минеральный состав и наличие блуждающих токов. В таких условиях требуется антикоррозионная защита.
При сварке проволокой СВ-08Х20Н9Г7Т очень тонких листов нержавеющей стали (например, толщиной 0.5 мм) методом MIG в импульсном режиме могут возникнуть следующие технологические недостатки: повышенный риск прожогов из-за высокой теплопроводности нержавеющей стали и сложности точного контроля тепловложения, возможная нестабильность горения дуги на малых токах, характерных для сварки тонких материалов, а также значительные деформации (коробление) свариваемого листа.